
Categories
- Technical Support (5)
- Blog (27)
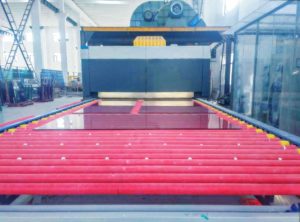
During the processing of tempered glass, various parameters are unreasonable, which may cause the tempered glass to bend and other appearance quality. Here we summarize some frequently encountered bending reasons and how to solve the tempered glass quality problems of glass tempering furnace.
Contents
Reason: When the glass is out of the furnace chamber, the upper surface temperature of the glass is higher than the lower surface temperature; the upper surface temperature of the glass lose faster than lower side; at the quenching section, the upper air pressure is lower than the lower air pressure.
Solution: Increase the bottom temperature of the furnace and lower the upper temperature appropriately. If the furnace temperature is stable, the pressure of the air grid can be adjusted. When the height of the air nozzle is unchanged, the upper pressure is greater than the lower pressure.
Reason: When the glass is out of the furnace chamber, the lower surface temperature of the glass is higher than the upper surface temperature; the lower surface temperature of the glass lose faster than upper side; at the quenching section, the lower air pressure is lower than the upper air pressure.
Solution: Increase the upper temperature of the furnace and lower the lower temperature appropriately. If the furnace temperature is stable, the pressure of the air grid can be adjusted. When the height of the air nozzle is unchanged, the lower pressure is greater than the upper pressure.
Reason: The heating time of the glass in the furnace is too long, the temperature in the furnace is too high, and the rotation speed of the ceramic roller is too slow when the glass is released from the furnace.
Solution: Shorten the heating time, lower the furnace temperature, and speed up the glass release speed.
Reason: The temperature in the middle of the glass is lower than the edge temperature.
Solution: Change the heating temperature control mode to increase the middle temperature; reduce the overall furnace temperature and extend the heating time.
Reason: The furnace bottom temperature is too high, the surface of the ceramic roller is dirty, and the glass is heating time is too long.
Solution: Reduce the heating time, clean the ceramic rollers, and lower the furnace bottom temperature.
Reason: The edge of the glass bend towards upper side after entering the furnace, resulting in excessive pressure on the surface of the glass facing the ceramic roller to cause this defect, or the surface temperature of the ceramic roller is too high and is in contact with the glass surface, or the swing speed of the ceramic roller is too fast.
Solution: Increase the heat balance time of the empty furnace time, increase the temperature of the upper surface of the glass, reduce the time of the empty furnace, ensure that the glass is continuously fed into the furnace, and reduce the swing speed of the ceramic roller after the glass enters the furnace.
Reason: The heating time of the glass in the furnace is too short, or the temperature of the furnace is too low.
Solution: Increase the furnace temperature and extend the heating time.
Reason: There are the following situations:
Solution: The tension generated by reducing the furnace temperature will be very small. Carefully check the quality of the float glass sheet and the glass pre-processing quality before tempering.
Reason: Breaking in the quenching section is usually because the glass can’t stand the cooling:
Solution: Appropriately reduce the wind pressure (if the particles reach the national standard), appropriately increase the distance of the glass, prolong the heating time or increase the furnace temperature, and check whether the edge of the hole is smooth.
Reason: The temperature is too high when the glass enters the furnace, the edge of the hole is too close to the edge of the glass or the edge of the glass is cracked.
Solution: Reduce the furnace temperature and open the stress groove closed to the edge of the glass when glass drilling.
Reason:
Solution: Appropriately reduce the tempered wind pressure (in the case of particles reaching the national standard).
Solution: The shaft of the furnace door has a shaft head to be used outside the furnace body. In an emergency, you can use a tool to forcibly open the furnace door directly.If the glass is shattered too much, clean it till the furnace cools down.
Reason: The main reason for the white haze in the tempered glass is the setting issue of the tempering process, that is, the temperature setting of the lower heating zone is too high. When the glass enters the tempering heating section, the glass is upturned, and the glass contact surface is rubbed on the ceramic roller. After the heating time, the resulting surface wear and tear on the glass surface (white haze, white lines, white channels) is actually a scratch on the glass surface.
Solution:
Change the process:
① The lower temperature remain unchanged and the upper temperature is increased.
②The upper temperature remains unchanged, and the lower temperature decreases. Adjust the upper and lower temperature according to the actual situation of tempered glass, in short, the glass has no white haze.
 glass tempering furnace 1
glass tempering furnace 1
There are three reasons:
The solution has the following three points:
①Select different wind pressure settings according to the glass thickness.
② The starting time of the cooling blower is advanced.
③ Improve the air-running speed of the blower.
Operation mistakes, sometimes the operator forgets to adjust the glass thickness and wind pressure during the tempered glass process. If thin glass wind pressure tempered glass is used, the thick glass fragments are too small and the self-detonation rate is too high. If thick glass wind pressure is used to toughen the thin glass, fragments are too large to meet the requirements. This phenomenon is actually a problem that often occurs. If the operation error is changed, the ideological awareness of the operator should be strengthened, and the technical level of the operator should be improved. Operators carefully read the actual process instructions of tempered glass when tempering different products, and perform tempering operations according to process requirements.
The phenomenon of excessive glass fragments caused by uneven heating of tempered glass is directly related to the following aspects:
① The heating temperature is set at the same temperature in the upper zone, and the same temperature is set at the lower zone.
② Inaccurate thermocouple detection
③ Solid-state relay is disconnected, and the partial zone is not heated.
④ The solid-state relay goes directly into the furnace, the local temperature is too high.
⑤ Sometimes the individual resistance wire breaks, and the partial zone is not heated.
 glass fragments
glass fragments
How to change the above matters:
When setting the heating temperature, first consider that the glass is the equilibrium temperature value of the external environment when the glass enters the furnace through the loading table. When the glass in the cold state enters the heating furnace, the glass absorbs heat extremely, and the glass absorbs heat while entering the furnace. From the first glass to the last piece of glass, it must be heated by the resistance wire of the front furnace. The temperature drops sharply, the front glass is heated faster than the rear glass, and the temperature of the front furnace is lower than the temperature of the rear furnace. According to this reason, when the heating process is set again, the heating temperature of the front furnace increases, the temperature of the middle furnace increases, and the temperature of the rear furnace decreases, which can directly change the uneven heating.
| Upper heating | 693 | 693 | 693 | 688 | 687 |
| 693 | 693 | 688 | |||
| 693 | 693 | 693 | 688 | 687 | |
| 693 | 693 | 688 | |||
| 693 | 693 | 693 | 688 | 687 | |
| 693 | 693 | 688 | |||
| Lower heating | 690 | 690 | 693 | 686 | 685 |
In the process of tempered glass, the wind pressure from the quenching section appears that some wind sections have high wind pressure, and some wind sections have low wind pressure, which results in different sizes of tempered glass fragments and poor glass flatness.
Reason: It is mainly used in the tempering furnace for many years. Some paper scraps, dust and sludge are blown into the air knife by the blower, causing the air knife to be blocked,which decreases the air pressure lower and makes each air knife blow unevenly.
Solution: clean the blower, bellows and air knife, which can have a certain effect.
Factors: The flatness of the tempered glass is bad.
Solution:
①Adjust the heating process. Lower the temperature slightly under the condition of normal setting temperature value.
②The heating time is reduced accordingly.
③ Increase the wind pressure accordingly.
④ Paired tempered glass. Prepare several glass racks and place the glass in the relative position of the first batch and so on to place glass in the same position of the second batch.
In the process of bending and tempering, the tempered glass has a poor fit, and the tempered glass with the same radius has deep and shallow.
Reason: The main reason is that the upper and lower air outlets of the bellows are not synchronized when blowing. When blowing, one is turned on first, and the other is turned on later. The lower air outlet opens first, and the glass has a deep upward radius; the upper air outlet opens first, the glass radius becomes shallower, and does not form an arc according to the actual radius.
Solution: Adjust the synchronous structure fastening process.

BolayMac Technology Development (Foshan) Co.,Ltd
__________________________________
China Office: #101, Fengquan Street, Shencun, Foshan-528041, Guangdong Province, PRC
Phone: +8615899811321
Mail: hank.leung@bolaymac.com
__________________________________
India Office: India Office: 180, GH-3, Milap Apartments, Paschim Vihar, New Delhi 110063, INDIA.
Phone: +91 99990 27063
Mail: tarsep@gmail.com, bolaymac.glass@gmail.com

 Convection furnace VS Radiation furnace
Convection furnace VS Radiation furnace How to confirm the quality of glass machine you offered
How to confirm the quality of glass machine you offered FAQ regarding process of glass tempering
FAQ regarding process of glass tempering Glass edging knowledge
Glass edging knowledge